If you’ve ever held a lightweight car part, a compact electronics housing, or a sturdy power‑tool shell, there’s a good chance it was made with high pressure aluminum die casting. This article walks you through what this process is, why aluminum is such a popular choice, its strengths and limitations, and how an experienced partner like XY‑GLOBAL can help turn your design into mass‑produced parts.

What Is High Pressure Aluminum Die Casting?
High pressure aluminum die casting is a manufacturing method. It enables molten aluminum is injected at high speed and high pressure into a steel mold (called a die), and then quickly cooled and solidified into a near‑net‑shape part. The “high pressure” part usually means pressures in the range of 30–80 MPa, and the whole filling of the cavity often takes just a few milliseconds.
This is different from slower methods like gravity casting or low‑pressure die casting. With high pressure aluminium die casting, you can:
-
Make complex, thin‑walled geometries in one shot.
-
Achieve good dimensional accuracy and smooth surfaces.
-
Produce parts at high cycle rates, which is ideal for large volumes.
Because the mold is metal and reusable, the process sits between “one‑off” processes (like sand casting) and “continuous” processes (like extrusion). It’s built for medium to high‑volume production, not for single prototypes.
Why Use Aluminum in High Pressure Die Casting?
You might see other materials like zinc or magnesium also used in high pressure die casting, but aluminum is one of the most popular choices. Here’s why people often pick aluminum high pressure die casting:
-
Lightweight and strong: Aluminum alloys (like A380, ADC12, or A356) offer a favorable strength‑to‑weight ratio, making them ideal for mobility and portable products.
-
Good thermal and electrical properties: Useful for housings of motors, electronics, and battery systems.
-
Corrosion resistance and recyclability: Many aluminum alloys are naturally corrosion‑resistant and fully recyclable, which supports sustainability goals.
-
Good fluidity at high pressure: When molten, aluminum can fill thin sections and complex features quickly, which is critical for high pressure die casting aluminium applications.
In other words, aluminum high pressure die casting combines the benefits of casting (complex shapes, low machining) with the advantages of aluminum (light, strong, functional).

Main Advantages and Limitations
Advantages of High Pressure Aluminum Die Casting
| Feature | What it means in practice |
| High production speed | Hundreds or even thousands of parts per day once the system is running. |
| Complex geometry in one shot | Can integrate ribs, bosses, mounting features, and even thin‑walled enclosures in one piece. |
| Good surface finish | Typical as‑cast surface is smooth enough for many applications, reducing need for extra machining. |
| Thin‑wall capability | Walls around 1–3 mm are common, which helps save weight and material. |
| Low unit cost in volume | High initial tooling cost, but the cost per part drops quickly as volume increases. |
Typical Limitations
-
High tooling (die) cost: The steel die is expensive and time‑consuming to make, so the process is usually only economical for medium to high volumes.
-
Internal porosity and shrinkage: The fast filling can trap air or gas, and freezing patterns may cause small shrinkage cavities. For highly stressed or safety‑critical parts, this may require special process control or post‑treatments.
-
Limited for very large parts: Very big, thick sections are often better suited to low‑pressure or gravity casting methods.
You who are familiar with casting will recognize that high pressure aluminium die casting is best seen as a volume‑driven, high‑precision process, not a “do‑everything” casting method.
Design Tips for High Pressure Aluminum Die Casting
To avoid common defects and tooling rework, you should keep a few practical rules in mind:
-
Keep wall thickness relatively uniform; avoid extreme transitions from thick to thin sections.
-
Use moderate ribs and bosses instead of thick solid blocks; this reduces shrinkage risk and saves material.
-
Provide enough draft angle (typically 1–2 degrees per side) so the part can release cleanly from the die.
-
Place the parting line and gate where they won’t interfere with critical surfaces or assembly features.
-
Avoid deep pockets without escape vents, which can trap air and create porosity.
These small design choices can make a big difference in yield, tool life, and long‑term cost.
Typical Applications and Use Cases
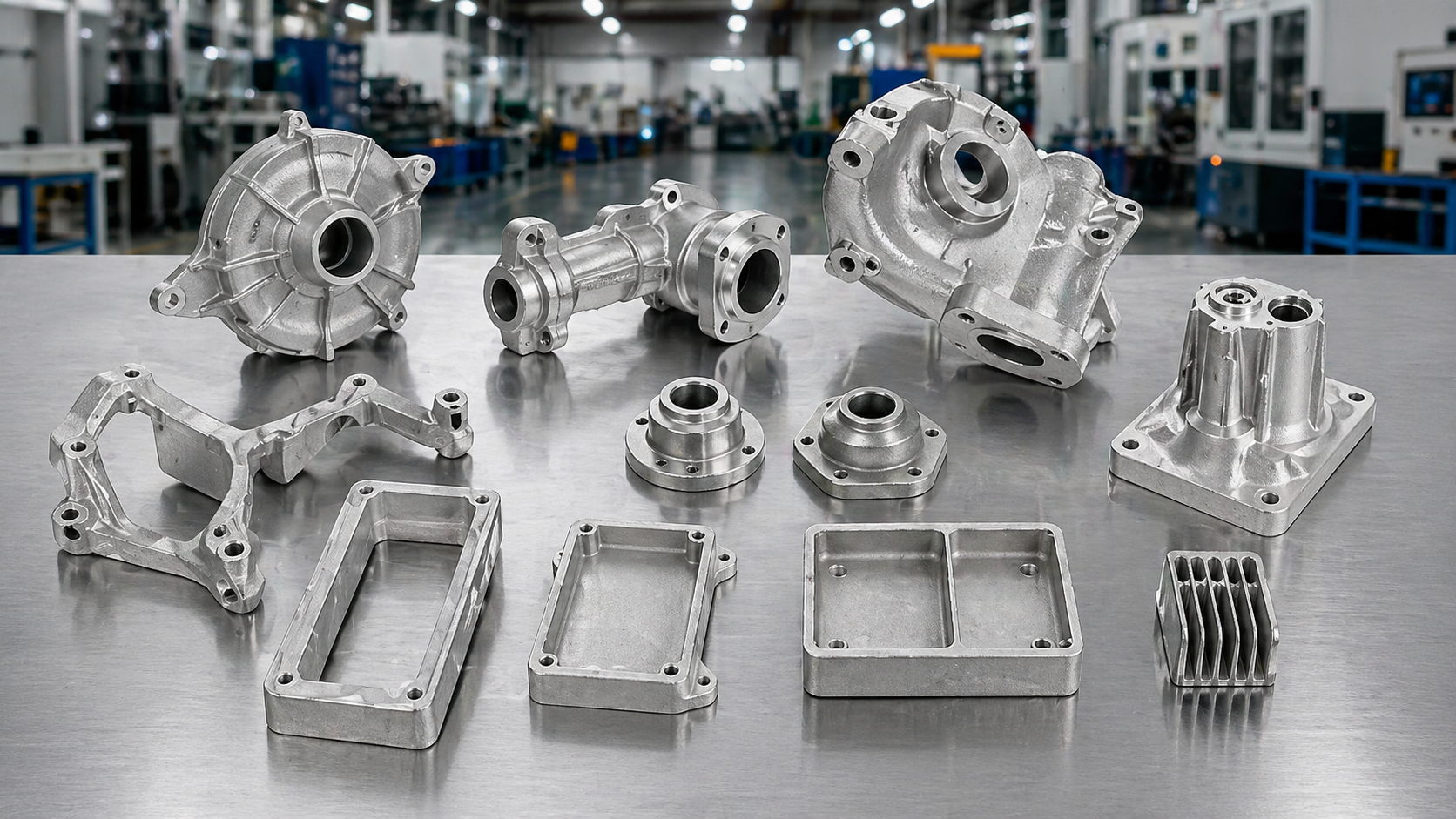
Because of its speed, geometry, and surface quality, high pressure aluminum die casting is widely used in:
-
Automotive: Engine housings, transmission cases, suspension components, and EV battery enclosures.
-
Electronics and power tools: Motor housings, gearboxes, and structural frames.
-
Industrial and consumer products: Pump housings, valve bodies, and enclosures for appliances and lighting.

Plus, you can also choose high pressure die casting aluminium when you need:
-
A lightweight, rigid structure that can also act as a heat spreader or housing.
-
Many features (threads, bosses, ribs) built into one component, reducing the number of separate parts and assembly steps.
-
The ability to scale up from thousands to millions of units without changing the basic manufacturing route.
From Design to Mass Production: What Actually Happens?
For engineers, the flow usually looks like this:
-
Design and feasibility: Check wall thickness, draft angles, parting lines, and gating locations. Thin walls under about 1 mm become risky; very thick walls need attention to avoid shrinkage.
-
Alloy selection: Decide whether you need die‑cast alloys (e.g., A380, ADC12) for general casting or heat‑treatable alloys (e.g., A356) when higher strength is required.
-
Tool (die) design and manufacture: The die is machined from hardened steel, often with multiple cavities and cooling channels to control cycle time and quality.
-
Process setup: Parameters like injection speed, pressure, fill time, and shot weight are tuned to balance quality, cycle time, and defect levels.
-
Production and inspection: High‑pressure aluminum die cast parts are checked for dimensions, porosity (often via X‑ray or C‑scan), and mechanical performance, then handed off for any secondary operations.
Cost, Lead Time, and Practical Considerations
Because aluminium high pressure die casting involves a significant upfront investment in tooling, it usually makes sense when:
-
Production volume is in hundreds to hundreds of thousands of pieces.
-
The part geometry is complex enough that machining many features would be expensive or slow.
Although the die cost is high, the unit cost drops quickly as volume increases, so for mid‑to‑high‑volume runs it becomes highly competitive. Lead time from design approval to first production parts often ranges from about 8–12 weeks, depending on tool complexity, approvals, and trial runs.
For buyers and product managers, a useful rule of thumb is: If you’re already planning to use several thousand pieces or more, high pressure aluminium die casting is usually worth evaluating, even if the initial tool cost looks large.
Why XY‑GLOBAL Rocks in High Pressure Aluminum Die Casting
If you’re considering aluminum high pressure die casting for your next project, XY‑GLOBAL offers more than just a machine and a mold. With over 15 years of experience in high pressure aluminium die casting, we offer a one‑stop service that covers the full process—from design optimization through post‑processing to mass production.
Plus, we work with high pressure die casting machines in the 800–2,000 ton range, capable of producing both small, precision structural components and larger, heavyweight housings. In typical designs, we can achieve wall thicknesses of about 1–2 mm, keeping the part strong and thermally efficient while reducing weight and material use. We also offer highly customizable solutions and flexible order sizes with 0 MOQ support.
If high pressure aluminum die casting fits your next project, feel free to contact us now to get a free design review and sample proposal—and see how we can turn your concept into a manufacturable, high‑quality part.
Frequently Asked Questions (FAQs)
Q1: What’s the difference between high pressure die casting and low pressure die casting?
High pressure die casting pushes molten metal into the cavity at very high speed and pressure, enabling thin walls and complex shapes quickly. Low pressure die casting uses gentler pressure and slower filling, which can reduce internal porosity and is often used for thicker, safety‑critical automotive parts.
Q2: What kind of aluminum alloys are typically used in high pressure aluminum die casting?
Common choices include die‑cast alloys like A380, ADC12 (good fluidity and castability), and heat‑treatable alloys like A356 (higher strength after T6 treatment). The exact choice depends on required strength, corrosion resistance, and whether you plan to weld or machine the part.
Q3: Can high pressure aluminum die casting parts be polished or painted?
Yes. Many high pressure die casting aluminium parts are machined, sand‑blasted, anodized, powder‑coated, or painted based on cosmetic and functional requirements. Surface quality from the die is usually good enough to minimize extra finishing.
Q4: Is high pressure die casting suitable for a small batch or prototype project? Because of the high tooling cost, it is usually most economical for hundreds to hundreds of thousands of pieces. For very small quantities, other processes like CNC machining or low‑pressure casting may be more suitable—unless you know you’ll scale up later.
Q5: How does XY‑GLOBAL support first‑time users of high pressure aluminum die casting?
XY‑GLOBAL helps customers with early design review through tooling, trials, and mass production. With more than 15 years in aluminium high pressure die casting, the team can guide you on wall thickness, draft, parting line, and secondary operations so your design is both functional and manufacturable at your target volume.


Share:
CNC Machining for Optical Components: Housings, Lens Barrels and Mounts
Top 5 Mistakes Engineers Make in CNC Machining for Optical Components